Nano-conversion film treatment technology before metal parts coating
Nano-conversion film treatment technology before metal parts coating
Zhong Jinhuan
Abstract: According to the corrosion behavior of coated metals, the corrosion resistance of the coating depends mainly on the adhesion of the coating to the surface of the substrate. Based on the characteristics of traditional phosphating treatment technology, this paper proposes an energy-saving and environment-friendly nano-conversion film treatment technology before coating, and describes the treatment technology of nano-conversion film formed on the surface of nano-ceramic zirconium salt and silane-treated metal. The test results show that the nano-conversion film can significantly improve the adhesion of the coating to the metal matrix, and its corresponding corrosion resistance is close to or meets the phosphating treatment method, which can meet the product quality technical requirements in industrial coating production. Nano-conversion film treatment technology before metal parts coating can be widely used in pre-painting production of paint, powder and electrophoresis in the fields of home appliances, automobiles and hardware.
Key words: pre-coating treatment, adhesion, corrosion resistance, silane treatment, zirconium salt treatment
0. Preface
Phosphating technology has been used for more than 100 years in the coating of metal parts to enhance the adhesion of the coating to the substrate and corrosion resistance. It is a method of mechanical bonding, the phosphating film causes the coating to form a mechanical force associated with the metal matrix to form a surface roughness or a matrix anchor structure. Figure 1 is a schematic view of a zinc-based phosphating film and a steel substrate.
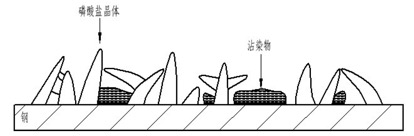
Figure 1 Schematic diagram of phosphating high and low surface contaminants on a phosphating surface
After phosphating, the surface roughness of the steel increases, the specific surface area increases, and the coating and the phosphating film are combined with the anchor structure, which can significantly improve the adhesion of the coating to the substrate. In order to improve the corrosion resistance of the phosphating film, a hexavalent chromium passivation sealing treatment is usually also employed.
Due to the presence of surface-adjusted alkali metal phosphating titanium salt waste liquid during phosphating treatment, the phosphating waste liquid contains heavy metal ions (such as Ni2+, Mn2+, Ca2+, Cu2+, etc.) poisoned by phosphoric acid, nitric acid, etc., nitrite promoter and The phosphating residue, the passivation waste liquid contains hexavalent chromium of carcinogens, causing serious environmental pollution.
With the requirements of industrial production, the environmental protection requirements for energy conservation and emission reduction, the pre-painting treatment process, the improvement of thermal efficiency, and the gradual realization of zero emissions are the development direction and trend of pre-painting treatment technology.
1 Overview
1.1 Coating metal adhesion characteristics
The adhesion of organic coatings to metal substrates can be divided into three basic types:
1) Chemical bond
2) Intermolecular force
3) mechanical bond force (mechamical bond)
Usually there are at least two of these bonding forces acting together to bond the coating to the metal member.
It can thus be seen that the nature of the various adhesion bond forces depends on the transition layer of the interface between the coating and the substrate. While the substrate provides mechanical adhesion and chemical attraction or polar attraction, the coating provides chemical conditions that attract it to the metal surface. After metal processing, the workpiece is placed in the atmosphere before painting. Most of them will form an oxide film. In many cases, after the degreasing and derusting of the factory, the coating is combined with this oxide film, which has a great influence on the quality of the coating. Big. Table 1 shows the effect of the pretreatment process on the corrosion resistance of the cathodic electrophoretic coating.
Table 1 Effect of pre-coating treatment process on cathodic electrophoresis quality
Pre-painting process
Neutral salt spray test
1
No treatment (oily) / hr
200
2
After defatting /hr
480
3
Degreasing/phosphating treatment/hr
840
Note: The test plate is made of cold-rolled steel plate (paint film thickness ~20μm)
The adhesion between the visible coating and the metal substrate described above depends on the transition layer of the interface between the two. Therefore, it is required that the coating has good wettability to the metal substrate, is easy to expand, and increases the bonding force of the coating to the substrate.
1.2 Principles of Nanofilm Technology before Metal Parts Coating
Metal corrosion mainly includes chemical and electrochemical corrosion. There are many methods for metal corrosion protection, mainly to improve the nature of the metal, to separate the protected metal from the corrosive medium, or to surface the metal to improve the corrosion environment and electrochemical protection. It is an effective method to prevent corrosion by covering various metal layers on the metal surface to separate the metal from the corrosive medium. Among them, oxidation treatment, phosphating treatment, non-metal coating and metal plating are common methods. Phosphating film is a non-metallic/non-conductive/porous (gap) chemical conversion film, which can inhibit the formation of micro-cells on the metal surface, thereby effectively preventing corrosion and improving the corrosion resistance and adhesion of the coating.
As the metal cation hydrates into the solution, the surface of the metal accumulates excess electrons, causing the metal to be negatively charged, while the hydrated ions enter the solution to positively charge the liquid layer immediately adjacent to the metal surface, thus in the metal and solution. The interface forms an electric double layer. After the formation of the electric double layer, due to the attraction of static electricity, the excess electrons on the metal attract the hydration cations in the solution to the metal. This process is opposite to the direction of charge transfer in the previous process. When the speeds of the two processes are equal. , the equilibrium state of the charge is established. Many negatively charged metals such as zinc, cadmium, magnesium, iron, etc. form such a typical electric double layer in water or in acid, alkali, and salt solutions.
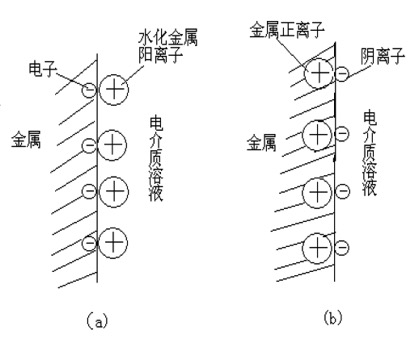
Figure 2 Metal interface double layer
At the same time, the metal interface can be used as an ideal plate capacitor.
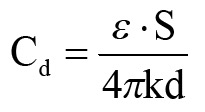
Where C: plate capacitor capacitance; ε: dielectric constant (related to material); k: electrostatic constant, 9.0 × 109 N · m2 / C2; s: plate area; d: plate spacing.
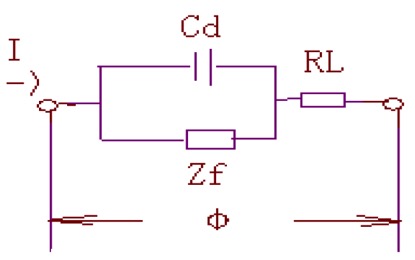
Figure 3 Metal interface double layer equivalent circuit
The equivalent circuit of the electric double layer of the metal interface is shown in Fig. 3. It can be seen that the potential difference Δф = I·(Zf+RL).
Where: Cd: differential capacitance; Zf: Faraday resistance (Rr electrochemical reaction resistance); I: corrosion current; RL: solution resistance.
Since Zf>RL, when RL is negligible, there are: Zf=Δф/ Icorr>109 V/m.
The electric field strength E=-dФ/dx, the electric double layer usually involves a potential difference of 0.1~1.0V (assuming ΔΦ=1V), and the thickness of the electric double layer is ~1×10-9 m (the thickness of the electric double layer is generally 0.2-) 20nm), you know:
E=-dФ/dx=1V/10-9 m= 109 V/m
The electric field strength E = 109 V / m can cause an electronic transition through the grain boundary, resulting in a very large acceleration. It can be understood that the electrochemical reaction and the electric field established by the electric double layer, except for electrochemistry, do not have an actual electric field to generate such a large electric field strength. If you consider extending the thickness of the electric double layer to 10 nm, the corresponding electric field strength is still a huge value.
When the coating area of ​​the metal workpiece is determined, it is known that the Cd and the plate spacing (which can be understood as the distance between the metal substrate and the coating) are inversely related. Therefore, in order to enhance the adhesion of the organic coating on the metal substrate, the interfacial transition layer thickness (to the nanometer level) can be reduced.
The adhesion of the organic coating includes the adhesion of the organic coating to the metal substrate, as well as the cohesion of the organic coating itself. Obviously, the coating must be firmly bonded to the substrate during the effective use period after application. According to the difference in the relative strength of adhesion and cohesion, and the nature of the matrix, there are three basic forms of coating damage, namely: adhesive failure: f inside >f
Cohesive failure: f inside <f
Substrate faiture: coating porosity is severe or uncoated
The above adhesion has a common nature, that is, short-range. The magnitude of the interaction force is inversely proportional to the higher power of the distance between the two (for example, the sixth power), that is, the closer the distance is, the stronger the interaction force is, and the distance is slightly farther, the force is rapidly attenuated (the thermodynamic theory can be used in this aspect). To explain). This proposes to enhance the adhesion of the coating to the metal substrate, and the thickness of the interfacial transition layer is nanometer, so the nano-conversion film treatment technology before the metal part coating is extended.
2. Silane treatment technology
2.1 Technical principles
The application of silane to pretreatment of metal substrates is an emerging field [4]. The main component of the silane treatment agent is an organosilane having the basic formula: R'-Si-(OR)3, wherein OR is a hydrolyzable group (such as an alkoxy/acyloxy group), and R' is an organic functional group ( Such as amino / epoxy, etc.). R' can be reactively combined with organic coatings such as resins to improve film adhesion. The principle of silane film formation is mainly as follows:
a). Hydrolysis reaction:
- Si(OR) 3 + H2O↔-Si (OH) 3 + ROH
The main hydrolyzate in the formula is silanol. When a sufficient amount of active-Si-OH groups (silicon hydroxy groups) are formed in the solution, the solution can be used for metal surface passivation treatment.
b). Polycondensation reaction:
-Si-OH groups can be dehydrated to synthesize oligomeric silanols (with active silyl groups).
c). Cross-linking reaction:
The -Si-OH in the oligomer forms a hydrogen bond with the hydroxyl group -OH on the metal surface.
d). Dehydration into film:
The -Si-OH group and the hydroxyl group -OH on the metal surface are further dehydrated and polymerized, and a Si-O-Me covalent bond is formed at the interface, and the reaction is as follows:
-Si-OH solution +Me-OH metal surface ↔-Si-O-Me interface +H2 O
A schematic diagram of the formation of a film of silane on a metal surface is mainly shown in FIG. Through research, silane can be effectively used for corrosion protection of various metal materials such as steel and its alloys, aluminum/aluminum alloy, zinc/zinc alloy (including galvanized steel) and magnesium/magnesium alloy.
Silanization technology is harmless to the human body, no pollution to the environment, and the treatment liquid can even be directly discharged. However, since silane is unstable in aqueous solution, it is very difficult to master it. The manufacturers who master this technology are very limited, and the technical level varies greatly. After years of development, silane technology has overcome the insurmountable inadequacies in the zinc phosphating process, and now has a high level of industrial application, able to meet the requirements of hardware, automotive, home appliances and other industries. The silane process can be applied to existing phosphating lines, and only a pure water system can be added without any other equipment modifications.
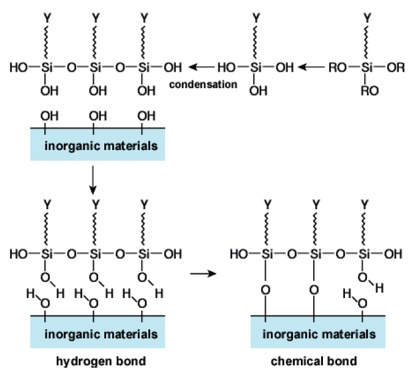
Figure 4 Schematic diagram of the role of silane on the surface of the substrate
As a new metal pretreatment technology, silane technology is free of phosphorus and any harmful metal ions, and can achieve a variety of metal substrate collinear treatment, providing superior coating adhesion and corrosion resistance, and is gradually replacing traditional phosphorus. Pretreatment process.
2.2 Application process of silane treatment technology
Table 2 Pretreatment process of an automobile drive shaft powder/water-based paint electrostatic coating production line
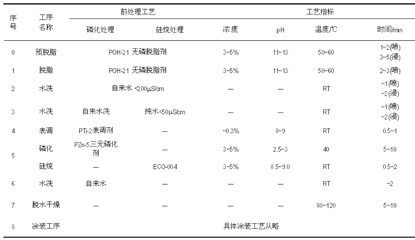
* ECO-004 is the American silane product; PTi-2 and PZn-5 are products of Hangzhou Wuyuan Company.
2.3 silane treatment process evaluation
According to user feedback, after replacing the traditional phosphating process with silane products, the investment cost of the production line and the total cost of ordinary phosphating/fuel heating equipment are reduced by 20~30% (compared with the original phosphating production line of the user, the same below), the production workshop The area is reduced by 20~30%, and the comprehensive cost of operation is reduced by 20~25%. While ensuring product quality (see Table 3 for relevant indicators), there is no need to remove slag during production, causing the line to stop, the labor intensity of workers is reduced, and the production efficiency is obtained. Great improvement.
Table 3: Coating test results of a car drive shaft after silane treatment
Main test items
Silane
Phosphating
Test Standard
1
Film thickness
35~39mm
37~40μm
GB1764
2
Paint film appearance
Smooth and uniform
Smooth and uniform
GB1729
3
Pencil hardness
>2H
>2H
GB/T6739
4
Adhesion
Level 0
-
GB1720
5
Solvent resistance test
qualified
-
GB1763
6
Neutral salt spray test
396 h
408 h
GBT1771
3. Nano ceramic zirconium salt treatment technology
3.1 Technical principles
Zirconium-based pretreatment is a fluorozirconate-based pretreatment technology that forms a nano-conversion layer on a clean metal surface, but its film-forming mechanism The relevant research work report is not exhaustive, and its possible reaction process is as follows:
a). Hydrolysis of fluorozirconic acid to form zirconia sol (ZrO2 is soluble in its aqueous solution at low pH):
H2ZrF6+H2O→ZrO2+HF
b). The treated metal substrate is dissolved in the zirconium salt treatment liquid system, and the pH value near the surface is increased, and ZrO2 is deposited on the surface of the metal substrate in a high pH environment.
A nano-ceramic chemical conversion film which forms a dense structure on the surface of the metal substrate has strong barrier property and good adhesion with the metal oxide and the subsequent organic coating, and can significantly improve the corrosion resistance of the metal coating and prolong the corrosion resistance of the metal coating. Its corrosion resistance time.
Zirconium salt treatment can be treated at room temperature (no heating required), short processing time (1~5min), no need for surface conditioning and sealing/passivation, no need to increase wastewater treatment cost (no phosphorus and no heavy metal emissions), it is an environmentally friendly Pre-treatment technology for pollution.
3.2 Application process of nano ceramic zirconium salt treatment technology
Table 4: Zirconium salt treatment process before coating of an air-conditioning enclosure
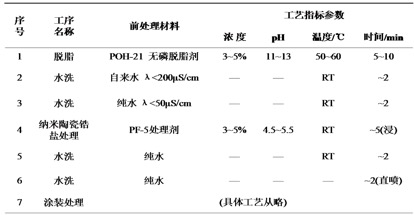
* POH-21/ PF-5 is a product of Hangzhou Wuyuan Company.
3.3 Nano-ceramic zirconium salt treatment process evaluation
It is reported that the nano ceramic zirconium salt can be used to treat the workpiece at room temperature (no heating is required), no need for surface conditioning and sealing treatment, shortening the process length, no waste water treatment cost, and it does not contain phosphate, no COD/ BOD, no heavy metals, a small amount of chemical treatment, and good adhesion and corrosion resistance of the paint film (see Table 5 for the results) is also a good solution to the phosphating process.
Table 5 Main performance results of an air-conditioning enclosure after painting
Pretreatment method
Paint, neutral salt spray test
(500h)
Polyester powder, neutral salt spray test
(750h)
Adhesion test
Iron phosphating/blocking
4.0
4.2
Level 0
Zinc phosphating/blocking
1.9
2.5
Level 0
Nano ceramic zirconium salt treatment
3.1
4.0
Level 0
* The furniture workpiece is cold rolled steel; the data is the corrosion diffusion width (mm) on both sides of the line when NSS.
4. Nano ceramic silane composite film technology
4.1 Technical principles
The zirconium salt treatment is inherently present, but since the fluorozirconic acid system itself must have free hydrofluoric acid to remain stable, its hazards to operators and producers still exist. At the same time, in the pre-treatment production, the concentration of fluoride ions will accumulate continuously, and it is easy to adsorb on the metal surface, causing problems caused by improper cleaning. If it remains in the paint film, the adhesion and corrosion resistance will be degraded. In addition, the adhesion of the paint film, zirconium salt is not as good as phosphating and silane treatment, so researchers have added silane or silica sol to the zirconium salt system to modify, it is reported that the amorphous form obtained by the synergistic treatment of zirconium salt silane The composite film layer (generally 50~200nm) has a large improvement in the neutral salt spray test of the paint film.
4.2 Application process of nano ceramic silane composite film technology
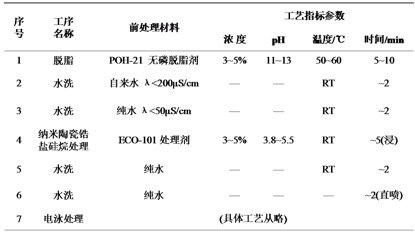
Table 6 Nano-ceramic silane composite technology treatment process before cathodic electrophoresis of an automobile component
4.3 Evaluation of nano ceramic silane composite treatment process
It is reported that the existing pre-treatment processing line can directly replace the nano-ceramic silane composite processing technology, which shortens the length of the phosphating process; the processing time is short and the productivity is increased; the bath liquid does not contain phosphorus, and the phosphating waste residue is avoided. The impact and pollution; the tank liquid does not need heating, energy-saving energy consumption; equipment that does not need to be adjusted, passivated and slag removal system in the pre-treatment, energy-saving new line investment cost; tank liquid monitoring is more convenient, no need to detect the meter adjustment, promotion Agents, passivators, etc., greatly reduce operating and maintenance costs. At the same time, the adhesion and corrosion resistance of the paint after the nano-ceramic silane composite treatment process is comparable to that of the zinc-based phosphating film (see Table 7 for the results), which is a new technology to replace the traditional phosphating process, which meets energy saving. The need for environmentally-friendly coating treatment and production technology for emission reduction.
Table 7 Main performance of cathodic electrophoretic coating of an automobile component
Adhesion
Neutral salt spray test (500h)
Ternary phosphating
Level 0
1.0
Nano ceramic silane composite treatment
Level 0
0.5
* NSS single edge corrosion expansion width unit: mm.
5 Conclusion
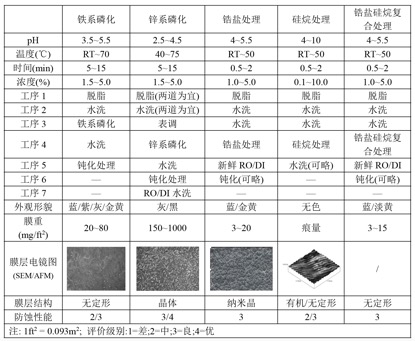
5.1 Various kinds of non-chromium and phosphorus-free new pre-treatment technologies solve the drawbacks of traditional phosphating. They have the advantages of no phosphorus and no slag, no heavy metal ion process segments (see Table 8 for details), and ensure product performance indicators. At the same time, it also solves the pollution problem and achieves the environmental protection purpose of energy conservation and emission reduction;
5.2 silane pretreatment technology can be applied to the pre-treatment of powder and paint coating of steel and aluminum alloy substrates;
5.3 Nano-ceramic zirconium salt treatment technology can be applied to the pre-treatment of powder coating and spray painting of aluminum alloy, galvanized sheet and other substrates;
5.4 Nano-ceramic silane composite treatment can be applied to the pre-treatment of cathodic electrophoretic coating of steel and other substrates;
5.5 The new pre-painted nano-conversion film as the bottom layer before coating coating, its performance is not only dependent on the key process of processing the formation of nano-film, its superior performance depends on each of the entire pre-treatment process Process, only strict pre-treatment, the combination of various new pre-treatment nano-films and coatings will achieve the desired results;
5.6 Environmentally-friendly pre-treatment technology is rapidly developing. Various organic/inorganic composite surface pretreatment technologies have also attracted extensive attention and research. They are interrelated and different from each other, complement each other and constantly promote new pretreatment. development of.
Table 8: Traditional phosphating process and new energy-saving and environmentally friendly pre-treatment process
Primo System Square Chrome Tube Connectors
Primo System Square Chrome Tube Connectors,Square Tube Connector,Chrome Tube Connector,Square Chrome Tube Fittings
JOKER UNO LIMITED , https://www.jokeruno.com