In lithography, the ink on the printing plate graphic is first transferred to the blanket, and then the ink on the rubber pad is transferred to the surface of the paper or other substrate. During the two ink transfer processes, a very small distance must be ensured between the surface of the printing plate graphic and the surface of the blanket, between the surface of the blanket and the surface of the printing material, so that the ink dots between them are in full contact with the surfaces. , resulting in the role of molecular forces, in order to complete the transfer of ink. For this reason, the surface of the plate cylinder and the surface of the blanket cylinder must be pressed against each other, and the surface of the blanket cylinder and the surface of the impression cylinder are pressed against each other. The two types of mutual pressing forces are the printing pressures in lithography. The former is called plate pressure, referred to as plate pressure. The latter is called imprinting pressure, or press pressure for short. Because the total amount of deformation of the drum liner can indirectly indicate the corresponding printing pressure, the plate press and press pressure of the lithographic printing press, as shown in Fig. 5-26, can be represented by the compression amount λ plate-rubber and λ rubber-pressure. . According to the definition of λ, the lambda version-rubber and lambda rubber-pressure can be theoretically calculated as follows:
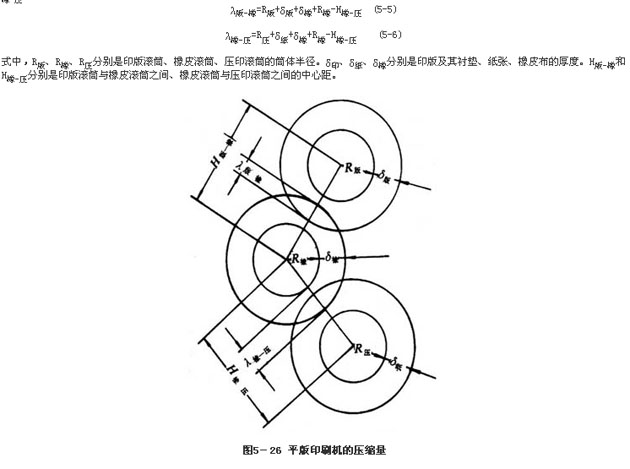
If the plate cylinder, the blanket cylinder, the cylinder of the impression cylinder, and the printing plate are considered to be rigid, ignoring them and the deformation of the paper, it can be considered that the offset printing pressure mainly comes from the elastic deformation of the blanket. The nature of the blanket and the rolling state of the blanket cylinder have become one of the factors that determine the quality of the offset printing. Therefore, improving the printability of the blanket, and reasonably determining the drum lining, so that the ideal state of rolling between the plate cylinder, blanket cylinder, impression cylinder, has an important significance for improving the quality of lithographic printing.
First, the performance and deformation of the blanket
The blanket is designed and manufactured in accordance with the lithographic process requirements, taking into account the center distance of the lithographic printing cylinder and the thickness of the lining. The structure of an ordinary blanket is shown in Fig. 5-27(a). It is composed of a cotton cloth skeleton layer and an elastic adhesive layer with good oil resistance and ink-transmitting properties. The total thickness of 1.6 ~ 1.7mm and 1.8 ~ 1.9mm two specifications.
1. The technical requirements of ordinary blankets.
Blanket is the main material used for ink transfer by lithographic printing press. The quality of lithographic printing depends largely on the printing performance of the blanket. In order to obtain a clear printing product with even dots and rich ink levels, it is necessary to Cloth has the following technical requirements.
1 ink transmissibility. Refers to the blanket's ability to transfer ink, including the ability to accept ink and the ability to transfer ink, usually expressed in terms of the ink transfer rate, f, ie
3 bottom cloth. The bottom cloth is the “skeleton†of the blanket, and it must be flat, crease-free, wireless, etc., and it must have good tensile strength. Therefore, it is made of high-grade cotton fibers and its breaking strength is 130kg/5cm. Above 50kg/5cm, the elongation at break is 11% or less.
4 elasticity. Refers to the ability of the blanket to deform and recover after removing the external force that caused the deformation. Blanket used for offset printing requires that the deformation caused by the printing pressure be restored immediately after leaving the embossing area, so the blanket must have high elasticity.
5 surface layer of oil and solvent resistance. Refers to the ability of the surface of the blanket to resist penetration of oil and certain solvents. Oil-resistant and solvent-resistant blankets can easily expand after contact with inks and solvents. Therefore, the blanket is required to have good oil resistance and solvent resistance. At the same time, it is also required that the surface layer of the blanket has proper oleophilicity and can absorb and transfer the ink well.
6 compressive deformation. Refers to the amount of plastic deformation due to compression fatigue after multiple compressions of the blanket. Because the plastic deformation is a permanent deformation, this will make the thickness of the blanket thin, elastic attenuation, can not be used, so the smaller the amount of compression deformation of the blanket, the better.
7 flatness. Refers to a uniform blanket thickness program. Usually expressed in terms of flatness error size. It is generally required that the flatness error of the blanket should not exceed 0.04 mm. Otherwise, the ink of the printed matter is uneven and the dots are severely deformed.
8 breaking force. Refers to the minimum force required to tear off the blanket. Because the tensile force the blanket receives during printing is mainly supported by the base fabric, the warp and weft yarns of the base fabric must have considerable strength. In addition, the surface layer should have sufficient strength.
9 appearance quality. The surface of the blanket has to be surface-treated so that it is evenly distributed with countless tiny blisters, and the knot is smooth and smooth, with no fine impurities. That is to have a certain degree of roughness, with good ink absorption, but also to ensure a good flatness.