Application and Thinking of SOP in Printing Factory
SOP, the standard operating procedure, is widely used in the manufacturing and processing industry as a process for regulating operations. In recent years, it has been introduced by more and more printing companies, and has achieved good results in the production management. A year ago, the author's factory also invested a lot of resources to introduce SOP into the production management process, hoping to use it to standardize and optimize the operation process to achieve the purpose of derogation and efficiency. In the process of implementing the SOP, the author has both successful experience and some detours. I hope to provide useful reference for peer exploration SOP by summarizing the SOP practice of the author.
Our factory SOP implementation steps
SOP is a systematic project that requires the cooperation of all departments of the enterprise. The core of SOP is to optimize processes and set standards. The key to success or failure lies in whether the company strictly implements relevant standards. Since it is a process and a standard, it must be implemented step by step. The previous process and standards are solid, and later implementation will be more effective. Our factory has divided the four stages in the implementation of the SOP.
The first stage: improving the maintenance mechanism and method of the printing press
In many printing companies, due to the output requirements, the printing machine can save and maintain the maintenance and maintenance of the printing machine, which makes the status of many printing machine parts different from the standard status. This is the biggest problem with implementing SOPs. If a worker wants to do something good, he must first sharpen his tools. To this end, our factory has completely improved the maintenance system of the printing press according to the requirements of the experts, and revised the "Regulations on the maintenance and pressure regulation of the ink roller", "The Maintenance and Pressure Regulation of the Water Roller", "Ink Tank and Ink Bond Status Check" Specification, "Maintenance Specifications for Dental Caries", "Regulations for Refrigeration and Dampening Fluid Cycle Status Inspection", "Damping Liquid Index and Data Status Standards", "Rubber Cloth Operation and Blanket Locking Standard", etc., and carefully check the printing machine The operating conditions of the components, such as ink rollers, ink tanks and ink keys, refrigeration and fountain solution circulation systems, roller liners and blankets, tooth decay, printing registration mechanisms, etc. The repair of the repair, the replacement of the replacement, so that the maintenance of the equipment in strict accordance with the standardization and program requirements.
Phase 2: Optimizing and improving printing standards
Firstly, according to the standard density test principle of the lithographic printing machine, the standard density of the printing machine is obtained through actual measurement; then, under this state, according to the standard printing flatness/mesh point increase rate test principle, the standard printing flatness of the printing machine is obtained/ The dot gains the rate data and causes the printer to print a close color under the same ink zone data (CIP3). Both the standard density test of the lithographic printing machine and the standard printing flatness/net dot increase rate test have relevant standards and methods, and there are corresponding adjustment formulas, as long as the operation is strictly in accordance with the method provided by the expert, and will not be described in detail here.
Since the status of each press is different, and the state of the device is unstable when the first stage is implemented, the standard density test of the lithographic press and the standard printing flatness/dot increase rate test need to be done several times, only the test After the data is stabilized, the resulting ink zone data can be closer to the printed color.
The third stage: correcting the ink preset curve
The third stage is to obtain the ink preset curve of the printing machine by measuring the pre-pre/pre-inking of the printing machine, and correct it, and finally complete the color chasing under the condition of minimum paper loss, and improve the printing production efficiency. . The pre-release/pre-inking measurement shall ensure that the printed sheet reaches the standard density, then the CIP3 data is retrieved, and the printing machine maintains the actual production speed and the speed of the ink roller, and continuously prints 300 sheets to ensure that the screen is not stopped and the layout is not dirty. After the sheets are dried, the first 100 sheets are taken every 20 sheets, and the next 200 sheets are taken every 50 sheets, which are numbered sequentially. The density of the middle portion of the printed sheet is measured and recorded. If the measured density of the intermediate portions of the printed sheets is the same, the number of pre-release/inking is appropriate. If the density is gradually increasing, it means that the number of pre-release/pre-inking is not enough, and the number of pre-release/pre-inking needs to be increased as appropriate; if the density is gradually decreasing, it means that the number of pre-release/pre-inking is too much, and discretion is required. Reduce the number of pre-release / pre-inking. Corrected pre-release/inking times = original pre-release / pre-inking times × density of the last sheet ÷ density of the first sheet.
Similarly, because the status of each press is different, the number of pre-release/pre-inking is different, so the resulting ink preset curve will also be different. It should be noted that these operations must ensure that the components of the press are in a standard state, otherwise the measured data has no practical value.
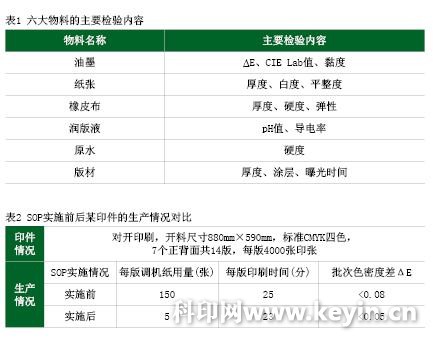
The fourth stage: establish a material inspection mechanism
The fourth stage is to stabilize the source and channel of the six major materials related to printing, and establish a material inspection mechanism, mainly to establish the control and inspection mechanism for the six materials of ink, paper, blanket, dampening solution, raw water and plate. Normalized quality inspection of new batch materials to ensure long-term stability of printed materials. The main inspection contents of the six major materials are shown in Table 1.
· Special Design : The protruding waist line makes it easy to pick up and hold from the table, and also provides heat insulation and heat protection.
· Stackable & Easy to Clean: These bowls are stackable and DON'T take up a lot of space in your cupboard. Easy to clean, Dishwash top secure. But not use in Microwave.
· Unbreakable & Durable: Melamine is a kind of environmentally friendly materials, does not contain BPA, It won't be shatter like glass and porcelain. It is also perfectly stackable.
Ear Bowl,Ear Soup Bowl,Melamine Ear Bowl,Melamine Oval Bowl
Nanjing Demei Melamine Wares Co.,Ltd , https://www.dm-melaminewares.com