The occurrence and overcoming of five-layer flat-rolled defective products in steel drums (4)
The occurrence and overcoming of five-layer flat-rolled defective products in steel drums (4)
Nine, one head wide and one narrow (Figure 9)
The causes and methods of overcoming are as follows:
1. The flattening wheel is not used properly.
After the roll-up wheel rolls the curl into an annular arc edge, it is flattened by the flattening wheel. For example, if the locking nut of the fixed flat wheel center bearing is too loose, the pressing flat wheel has a large swinging amount, and the curling edge may have a wide and a narrow narrow defect. In order to prevent defects, the lock nut should lock the bearing properly and do not oscillate as well.
2. The flattening wheel is not properly designed.
When the sealing machine is designed to seal the disk, the working surface is tapered. Therefore, the same taper should be used when designing the flattening wheel to ensure that the curled edge after pressing is parallel. Otherwise, a narrow and narrow defect is present, so this problem should be paid attention to during design.
Ten, the inside side of the groove mark (Figure 10)
This kind of defect occurs mostly on the vertical sealing machine, which is caused by the operator violating the operation rules. The flattening wheel is adjusted very tightly, and the operation is completed, and the pressing plate is about to be withdrawn. At this time, the flattening wheel is still tight. Tightly pressed against the curling edge, the bucket is tilted down, causing the groove to be marked on the inside of the curl. The groove marks are generally more than half a circle, and in severe cases, the steel plate can be broken. If the curling edge is not scratched, but a lateral gap may appear in the coil layer, which reduces the leakage prevention performance of the steel drum, so that the correct operation is required while preventing the wrong operation.
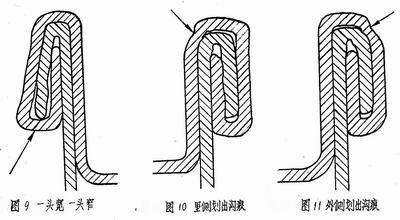
Eleven, the outside of the groove mark (Figure 11)
This type of defect occurs mostly on horizontal sealers and uses a grooved flattening wheel. The cause is that the operator violates the operating procedures. Since the flattening wheel is in the working state, the operator presses the next action switch of the device to make the shrink disk prematurely separate. Since the flattening wheel has a groove, the angle of the groove is raised with the outer side of the curling edge, and a diagonal groove is drawn, which can be longer than 1/3 of the circumference, and is not easy to repair. In order to overcome this defect, the operation should be improved. After the action is completed, the control switch of the next action is connected, and the electrical switch that controls the operation of the device can also be made into an automatic continuous type.
Twelve, the outer side of the convex drum (Figure 12)
The main cause of the defect is the wear and deformation of the center of the working surface of the flattening wheel. Because this part is always the first to contact the curling of the roll-up wheel, wear it for a long time, causing it to sag inward, and a circular arc groove appears. If it continues to be used, the flat curl will be pressed out of a convex drum shape. At this time, the flattening wheel should be replaced.
I have found that some steel drums in China are intentionally pressed into a convex drum shape with a special wheel. The purpose is to compress the gap between the upper and lower ends as much as possible. In fact, this kind of practice is completely unnecessary. The proper amount of gap should be filled by high-quality filler, and the anti-leakage effect is still very good.

Square Cosmetic Compact, Square Cosmetic Compact Case, Square Compact,Square Compact Case
ims Packaging Limited , https://www.ims-cosmetic-packaging.com