Analysis of Quality Problems in Steel Barrel Sealing Triangle Area (3)
Analysis of Quality Problems in Steel Barrel Sealing Triangle Area (3)
Yang Wenliang
Fourth, the impact of spot welding positioning quality - edge over tolerance
Sometimes, the problem of spot welding positioning before the seam welding of the barrel also causes leakage in part of the triangle. Due to the inaccurate positioning, the shape of the lap weld that is often formed is as shown in FIG. The amount of overlap on both sides of the weld A and B is seriously out of tolerance, the amount of overlap on the A side is too large, and the amount of overlap on the B side is too small. When the amount of overlap is too large, the weld seam is too detached to form a double layer without melting, as shown in Fig. 9-1, the curl formed by it has a leakage condition caused by the weld being too thick ( As shown in Figure 6, there is also a leak due to a gap in the middle of the double layer, as shown in Figure 9-2. When the amount of lap is too small, the opening phenomenon often occurs, and sometimes the weld seam is disengaged after the burring, and the separation is completely separated during the crimping process. Figure 10-1 shows the case where the weld is disengaged when the flange is turned, and the resulting triangular area is shown in Figure 10-2. This causes more leakage.

Figure 7 Spot welding positioning is not accurate

Figure 8 Overlap width
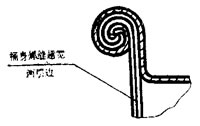
Figure 9: Ultra-wide two-layer edge with gaps

Figure 10 lapped over small weld seams
In order to prevent the seam welding edge from being too wide or too narrow, it is necessary to find a way to locate the spot welding machine, and adopt a "Z"-shaped positioning fixture to position both ends of A and B at the same time. Only two points of A and B can be controlled to make both sides The positioning is consistent, and the "Z" shaped positioning fixture is shown in Figure 11. For the fully automatic seam welding machine, because it has a "Z"-shaped positioning guide rail, it does not require spot welding positioning, and the seam welding edge quality can be strictly controlled.

Figure 11 Flange cracking triangle area curling situation
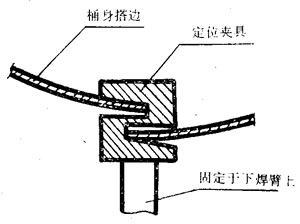
Figure 12 Spot welder "Z" shaped positioning device
Fifth, the impact of seam welding quality (a) - burn through
Sometimes the cause of the leak is difficult to analyze, but as long as the triangle is cut and unfolded, many problems will be found, as shown in Figure 13. In the figure, the holes appearing in the bead seam of the barrel are analyzed by the unfolding, and it is found that the weld has a perforation phenomenon, which is the seam welding burn-through.
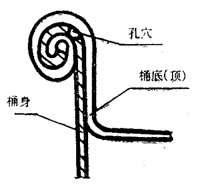
Figure 13 Weld holes in the crimp
There are four reasons for the local burn-through phenomenon of the seam welding surface:
(1) The surface of the barrel body or the surface of the welding wheel is not clean and has a lot of dirt;
(2) The electrode pressure is insufficient or the barrel and the welding wheel are not in real contact;
(3) The surface of the welding wheel loses its regular shape;
(4) The seam welding speed is too fast and the welding wheel is overheated.
In the normal production, if excessive burn-through occurs, it is necessary to strictly check. For the first reason, the surface of the barrel and the surface of the welding wheel should be cleaned; for the second reason, the electrode pressure should be increased and the wear should be replaced excessively. The welding wheel; for the third reason, the surface of the welding wheel should be repaired; for the fourth reason, the cooling conditions should be improved, and a small number of burning phenomena generally occur in production, mostly due to the first cause.
The seam welder has a large current and a small impedance, so the secondary voltage is low. Thus, oil, oxides, etc. on the barrel are poor conductors. Under the action of electrode pressure, the oxide film and the like are partially broken. When the electric conduction changes, the current field distribution on the steel plate is changed, so that the current lines of the individual parts are dense, and the heat is too concentrated, which may cause burns at the lap joint or burn along the outer edge of the solder joint. This is the main cause of burns.
Sixth, the quality of seam welding (2) - convex Tsui
In most of China's barrel manufacturers, the phenomenon of seam-welding of the seam is extremely common. This is also one of the main causes of leakage in the triangle. As shown in Figure 13, the shape of the nose of the seam-welding edge appears during the crimping process. The convex nozzle will first reach the center of the curling edge, so that the flanged portions on both sides cannot be reached and the curling layer is insufficient or void. The curling of the center of the nozzle and the sides of the protruding nozzle can be seen in Figure 2-2 and Figure 2- 3, its curling situation is basically similar.

Figure 14: The tip of the seam welded edge
There are three reasons for the seam welding phenomenon:
(1) The power-on time is too long;
(2) insufficient electrode pressure;
(3) The current is too large.
For the above-mentioned reasons, the convex nozzle is generally solved by adjusting the welding specification, changing the taper angle of the welding wheel end face and improving the cooling condition. Some use a trimming machine to solve.
Over 10 years of expericence in product development and collection, we have various of designs and packing. We manufacture Shower Curtain and table cloth, including PVC,EVA,PEVA or Polyester shower curtain & tablecloth, the standard size is 180x180cm or customized, table cloth for square and round shape,the size can be customized as customer's requirement. Shower curtain and table cloth not only make your home looks tidy, but more warmth. Tidy Fahsion, Your gentle pursing!
Shower Curtain,PVC Tablecloth,PEVA Shower Curtain,Household Items
Shijiazhuang Tidy Fashion Trading Co.,Ltd , https://www.raincoatchina.com