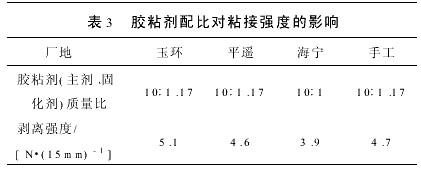
2.1 Effect of Adhesive Ratio on Adhesion
Polyurethane molecular structure contains polar groups such as urethane group, ester group, urea group, isocyanate group, etc., which make the molecules generate strong cohesive force through hydrogen bonds, and hydrogen bonds and van der Waals forces can also be generated with the adherend substrate. In addition, the isocyanate group may react with a group containing active hydrogen to form a chemical bond. In view of this, the key factors for obtaining excellent composite adhesion are hydrogen bond density and good crosslink density. In Yuhuan and Pingyao, the mass ratio of the main agent to the hardener used in the handwork is 8.5:1, which is equivalent to 10:1.17, while that of Haining is 10:1. The theoretical ratio of the main agent and curing agent for the pilot product is 10:1.05. Since the water vapor in the environment and the moisture in the diluent consume a part of the curing agent, the amount of the curing agent is more than the amount of the main agent in order to obtain a good crosslink density and adhesive strength (Table 3).
2.2 The amount of glue on the adhesive effect
The amount of glue is related to the specifications of the roller and the operating concentration of the glue. The smaller the number of lines of the roller, the higher the operating concentration of glue and the greater the amount of glue. The larger the amount of glue, the higher the bond strength (Table 4).
The amount of sizing affects the retort resistance and medium resistance of the composite film, with the hot and sour medium being the most obvious (Table 5). Taking Yuhuan and Haining as examples, the amount of glue applied differs by 38% and the peel strength after cooking is different by 51%. The larger the amount of glue, the better the resistance to cooking and resistance to the medium. According to the cost and overall performance considerations, the glue amount is controlled at 4 ~ 5g/m2 more appropriate.
2.2 Influence of drying temperature
Drying after gluing is carried out in the drying tunnel of a dry compounding device. On the one hand, hot air is blown over the adhesive-coated substrate so that the glue solution is heated to vaporize the solvent. On the other hand, the solvent is vaporized. The air exits the drying tunnel. According to the provisions of GB/T10004 1998, the residual solvent content of the composite membrane should reach 10mg/m2 or less. The entire drying tunnel is divided into 3 stages of heating. The temperature from the inlet to the outlet should be gradually increased from low to high to ensure that the solvent evaporates slowly and thoroughly to prevent bubbles and other undesirable phenomena. The first segment is generally 50-60°C, the second segment is 70°C, and the third segment is 75-85°C. Due to the large amount of glue used in the cooking glue and the thick film, the amount of solvent is also large. If the glue amount is 4g/m2 and the mass fraction of the working fluid is 30%, then the coating glue solution needs to be 13.3g/m2, and the solvent amount is 9.3g/m2. The amount of glue is 3g/m2, the operating liquid mass fraction is 30%, the amount of coating glue needs 10.0g/m2, and the solvent contains 7.0g/m2. The amount of glue on 4g/m2 is higher than the amount of glue on 3g/m2 With solvent 25%, so the temperature should be increased by 5 ~ 10 °C, otherwise the solvent residue is too large.
2.3 Effect of temperature and pressure of composite roll on adhesion
Compounding is performed when the adhesive applied to the film is free of solvent in the solid state. When no solvent exists in the thermoplastic adhesive and cooled to room temperature, its viscosity is insufficient, and the peel strength of the composite film is not high. Only when the solid adhesive is heated to a certain temperature, it partially melts and has a good viscosity. Generally, the surface temperature of the composite steel roller is controlled at 50-80° C., and the molecular weight of the polyester in the main cooking agent is relatively high, and it needs a higher temperature to activate it. Because of the high temperature resistance of the film used, it is appropriate to control the surface temperature of the composite steel roll at 70-90°C. The pressure of the composite roll varies with the thickness of the material and is generally controlled at 0.15-0.4 MPa. The pressure is too small to cause tight fitting, low bonding strength, and small bubbles. The above defects are easily caused by manual compounding. Due to the large amount of glue on the cooking glue, the composite substrate is thick, such as CPP reaches 70μm, so its composite pressure should be controlled above 0.4MPa.
2.4 Effect of ripening conditions
Curing, also known as curing, is to make the main agent of the two-component polyurethane adhesive and the curing agent produce a chemical reaction, so that the molecular mass is multiplied, resulting in a network cross-linked structure, thereby having a higher composite fastness, better heat resistance And resistance to media erosion and durability. The curing reaction of the polyurethane adhesive produced at room temperature requires 10 days to reach a relatively complete degree, the cycle is too long, the efficiency is too low, and it cannot be applied in the industry. Increasing the curing temperature can speed up the reaction, and the bond strength is also higher than that of low-temperature curing. However, the aging temperature is too high and personnel cannot enter the curing chamber. Therefore, the cooking temperature of the cooking gel is generally controlled at 50 to 60°C. After testing the cooking gel developed by our institute for 72 hours at this temperature, the peel strength reaches a higher value and the curing is basically completed. For too long, the intensity decreases. This is because the plastic film is baked at a high temperature for a long time, and the additives therein migrate out of the film to the adhesive layer to lower the adhesive strength between the two films, so the curing conditions should be reasonably controlled. For cooking gel, the best curing conditions are 50~60°C, 48~96h
2.5 Adaptability of cooking process
The adaptability of the compounding process of cooking glue will affect the appearance and quality of the composite film. In Yuhuan, Pingyao and Haining, there are differences in the composite process conditions, but the appearance of the composite film is smooth, and there are no undesirable phenomena such as air bubbles, flower spots, and tunnels. This shows that the cooking gel developed in our hospital has good wettability to the film and high initial tack. Although Haining's sizing amount was only 2.8 g/m2, the composite film produced was also smooth in appearance, and no tunnel or other undesirable phenomena occurred. After cooking, there was no broken bag or delamination. Except peeling strength of hot pepper sauce is only 4.2N (15mm)-1, other data are similar to Yuhuan and Pingyao. This shows that the compounding technology developed in our hospital has good adaptability.
3 Conclusion
1 The ratio of the adhesive and the amount of glue exerted the greatest influence on the composite strength and retort resistance of the cooking compound. When the machine is compounded, the proportion of the adhesive must be appropriate, and the ratio of the curing agent to the main agent is slightly more than the theoretical amount, so as to ensure that the amount of glue is 4 to 5 g/m 2 .
2 Drying temperature, compound temperature and pressure, aging temperature and time all can affect the composite fastness, apparent quality and hygienic performance, and should be strictly controlled.
3 The compounding technology of cooking plastic developed by our institute is adaptable and can adapt to the complex process conditions of different color printing plants. Its resistance to cooking has basically met the requirements, and it is expected to partially replace imported similar products.