Polyethylene powder coating and steel-plastic composite barrel
Polyethylene powder coating and steel-plastic composite barrel
Shanghai Xugong Coating Technology Co., Ltd. Xu Guoxing
I. Overview
Polyethylene is a odorless, odorless, non-toxic polymeric thermoplastic. Good chemical stability. It is resistant to corrosion by acids, alkalis and various salt solutions. It is almost insoluble in any solvent below 60 °C. In other words, a container made of polyethylene plastic at normal temperature can hold almost any solvent. Because it is odorless, tasteless, non-toxic, and has the properties of acid, alkali and salt solution, the application range of polyethylene plastic containers is too wide. In view of the excellent performance of polyethylene plastics, various kinds of polyethylene utensils, food bags, bag, container, film, anti-corrosion coating, etc. have appeared in various countries all over the world.
As a container, especially a polyethylene thin-walled container having a large volume, its mechanical strength cannot be compared with that of a steel drum. The transportation department imposes strict restrictions on the transportation of dangerous goods such as corrosive articles, chemicals, and solvents in such containers.
Although the mechanical strength of steel drums and other indicators are satisfactory, they cannot withstand the corrosion of various chemicals such as acid, alkali and salt. Due to the limited use of steel drums, technicians in the steel drum industry have developed a variety of inner wall coating steel drums, such as epoxy, phenolic, polyvinyl fluoride and other inner coated steel drums. Recently, Shanghai Steel Barrel Technology and Equipment Research Institute has also developed a high-performance baking-free room temperature curing epoxy-based inner coating steel drum. However, after all, these inner wall coatings have great limitations for containing various chemicals and solvents.
Then, can it be combined with high-strength thermoplastic thermoplastics such as polyethylene and steel drums with high mechanical strength? The answer is certainly yes. It is not the case that polyethylene plastic liner steel drums have appeared at home and abroad. What? However, companies that manufacture such plastic buckets know that plastic drums are expensive to produce. Others don't count, just a 200L polyethylene plastic liner costs more than 60 yuan. This, the price of a plastic liner steel barrel should be at least 200 yuan. Moreover, the barrel manufacturing process is also relatively complicated, the bottom and the cover must be divided into two times, and the plastic liner is mostly pressed into the steel barrel by manual pressing, and the output is low. The blanking size of the bottom cover of the bucket also needs to be re-established according to the plastic liner, and there is also a risk of damage to the neck of the barrel.
For all of the above reasons, people naturally think of polyethylene steel-plastic composite steel drums. In fact, this so-called steel-plastic composite barrel is actually uniformly coated with a layer of polyethylene plastic on the inner wall of the steel drum.
Second, the development of polyethylene powder coatings
Due to the solvent-free properties of polyethylene at room temperature, the polyethylene coating is in the form of a powder, which is a powder coating. A powder coating is a coating that is completely solvent-free and is applied in powder form to form a coating. It has the advantages of simplifying processes, saving energy, eliminating environmental pollution, improving work efficiency, and high mechanical strength of coating. Moreover, in the electrostatic coating process, the coating is uniform, the powder thickness is large at one time, and the excess powder can be recycled and reused. Therefore, people call it the emergence of a powerful impact on the traditional paint process.
As a powder coating, polyethylene is the founding species. In 1938, Telcon Plastics Co., Ltd. pioneered large-scale industrial production and applied it to the hot dip coating process. After the workpiece was heated, it was inserted into the powder and then lifted up. The powder was melted and leveled by the residual heat of the workpiece or heated and leveled. Such a method is liable to cause unevenness in thickness, and particularly, a thick layer is easily formed in the lower portion of the leveling process, and the fixing portion of the workpiece cannot be coated with the paint. Therefore, in the 1940s, the flames were studied. In 1950, polyethylene was not easy to master. At the same time, the spreading method also entered the experimental stage, which is a construction method in which the powder is sprinkled on the surface of the heated workpiece and the powder is melted to form a coating. In fact, this is a method of stretching from hot dip coating, so whether the powder is blown and dispersed on the heated workpiece by using compressed air, or the sieve is scattered on the heated workpiece, the thickness of the workpiece coating is uneven. Although the workpiece has a heating leveling process, as a powder coating, the parameters such as the polyethylene melt index and the molecular weight have a certain range, so the process cannot completely compensate for the thickness unevenness of the coating. In order to make the coating obtained by the dispersion process uniform and automatic, Gemmer proposed a fluidized bed coating process in 1952 and successfully practiced by Knapsack-Griesheim. Fluidized bed process. This process fluidizes the powder. Through the upward airflow, the powder can float in the airflow, like the boiling of water, so it is also called the boiling bed. In this bed, no resistance is placed on the placement of the workpiece. When the heated workpiece is placed, since the floating action of the powder under the air flow enters each deep concave portion, the complicated shape of the member can be evenly covered. The coating of this process has a uniform thickness and good coating performance. The fluidized bed process is a big step forward compared to hot dip coating, flame spraying and spreading. This process has been used by many products to date.
However, the fluidized bed process and the scattering method also require secondary heating. For the polyethylene powder coating, the first workpiece preheating needs to be more than 300 ° C, and the second leveling needs about 200 ° C, and the energy consumption is large. Because the thickness of the coating of the workpiece is not enough or the coating is defective, it is not easy to carry out the second coating. Therefore, after the fluidized bed coating process, in 1962, the French company Sames first developed an electrostatic powder coating device. It is achieved that the powder coating is uniformly applied to the workpiece which is not preheated. The emergence of powder electrostatic spraying equipment is an innovation in the field of powder coating technology, which greatly accelerates the development of powder coatings and their coating technology. It can be said that the electrostatic powder coating process is a milestone in the history of powder coating.
After France, in 1965, Germany, Britain, the United States, Japan and other countries have successfully developed, and began to sell a complete set of electrostatic coating. In 1966, it has gradually developed to the level of industrial electrostatic spray flow.
China's powder coating research and production started relatively late. In 1965, the fluidized bed process was used to coat the rotor of epoxy insulating powder coating motor. In 1968, Shanghai first applied the powder electrostatic spraying process, and the use of polyethylene powder coating batch processing equipment equipment shell has achieved success. Since 1983, various powder coatings and electrostatic coating technologies in China have entered a relatively fast development stage.
The first application of polyethylene powder coatings to steel drums began in the late 1960s. Because of its relatively poor adhesion to steel, and its high shrinkage and weak penetration resistance, it was replaced by other coatings in the mid-1970s. Until the early 1980s, due to the further improvement and improvement of the electrostatic spraying technology, one coating can make the coating thickness more than 150 microns, which enhances the penetration resistance. Adhesion and shrinkage are also improved by the improvement of powdered Dorothy. In 1984, Japan Hankyu Co., Ltd. successfully developed a steel-plastic composite steel drum electrostatically sprayed with polyethylene powder coating to replace polyethylene plastic steel drum.
Third, the nature of polyethylene
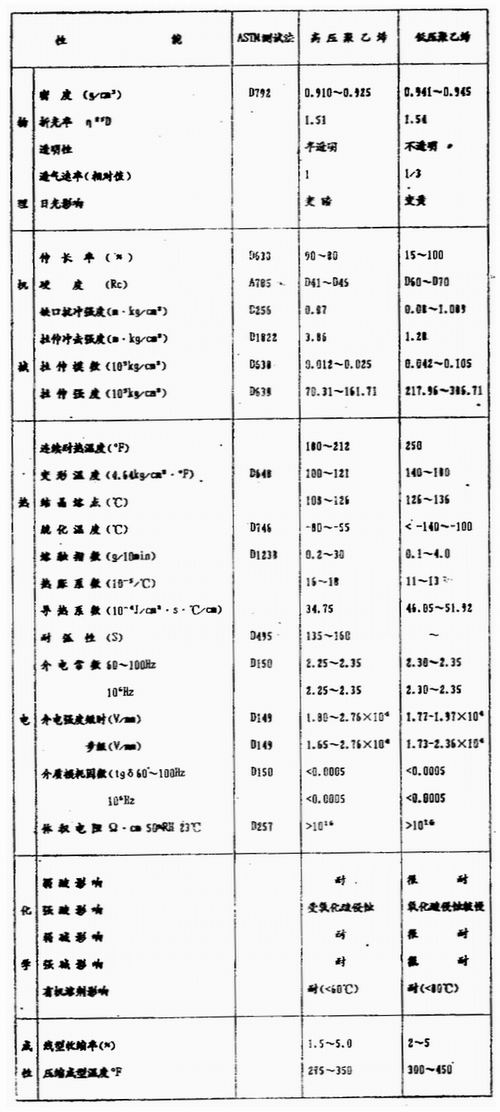
The polyethylene used in polyethylene powder coatings has high and low pressure. The polyethylene used in high-pressure polyethylene (LDPE) powder coatings has a molecular weight of 240,000, and the low-pressure polyethylene (HDPE) powder coatings use a polyethylene with a molecular weight of between 5,100,000. In general, low-pressure polyethylene has better corrosion resistance than high-pressure polyethylene. The performance comparison of high and low pressure polyethylene is shown in Table 1.
Table 1
Fourth, the modification of polyethylene powder coating
As the inner coating of the steel drum, its function is of course corrosion resistance. Therefore, it is best to use a powder coating made of low-milk ethylene as the inner spray coating for steel drums. In addition, the polyethylene powder coating for electrostatic spraying on the inner wall of the steel drum should also have high adhesion, heat resistance, oxidation resistance, anti-aging, good leveling and dense coating. These properties can be adjusted with a reasonable formula. If the addition of some resins and polyethylene is blended, the following improvements can be obtained as shown in Table 2.
Table 2
Resin name improvement effect Terpene resin can be well blended, improve surface hardness and adhesion. Tar resin is the same as polyisobutylene. Improve coating resistance to surrounding stress and coating toughness. EVA copolymerization improves coating toughness and surrounding stress cracking polypropylene to improve surface hardness and Mechanical strength polycarbonate improves stress cracking and fatigue resistance. Titanate improves viscous flow and adhesion improves impact strengthThe addition of certain fillers to polyethylene can also be obtained in the following aspects.
table 3
Filler name improvement effect and effect Quartz powder improves coating process Asbestos powder increases heat resistance, improves coating adhesion Graphite powder increases wear resistance and thermal conductivity Fumed silica improves viscous flow state and corner coverage Precipitant barium sulfate improves Surface gloss and whiteness talc improves rigidity, heat resistance and whitenessOthers, such as adding activated carbon, tetrabutyl titanate, etc. can increase the adhesion of polyethylene powder coating; adding carbon black, p-phenylenediamine, N-phenyl-β-naphthylamine phosphite phenolic ester can strengthen the poly The anti-heat oxidation and anti-aging properties of ethylene powder coatings, adding butyl acetate, cellulose, dibenzoyl peroxide, mica powder, etc. can improve the compactness and leveling of polyethylene powder coatings.
There are basically two types of preparation of polyethylene powder:
The first type: polyethylene particles → coloring and adding additives → liquid phase or solid phase crushing → sieving
The second type: polyethylene powder → coloring and adding additives → ball milling and mixing → sieving
Domestically produced polyethylene plants generally have intermediate products low-pressure polyethylene powder directly supplied to users. Users can make their own ingredients according to the requirements of the coating. In the formulation, in addition to selecting the appropriate molecular weight (or melt index) and powder fineness, as in Table 1, Table 2 and Table 3, as described later, a proper amount of the pure polyethylene powder can be blended and melted. Other resins, fillers, and antioxidants, leveling agents, pigments, and the like are blended to improve and improve the properties of the coating.
5. Preparation and film properties of polyethylene powder coatings
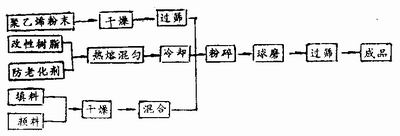
The general process flow for powder formulation is shown below:
At present, there are no fewer than ten manufacturers of powder coatings in China, with an annual production capacity of about 10,000 tons. There are also many manufacturers of polyethylene powder coatings. Representative models of polyethylene powder coatings such as X05-2, etc., are listed in Table 4.
Table 4

The chemical properties of their coatings are shown in Table 5.
table 5

Recommendation: If the domestic polyethylene powder is not used for the inner wall of the steel drum, the acid and alkali immersion time should be extended appropriately.
The polyethylene steel-plastic composite barrel developed by Japan Hankyu Co., Ltd. in 1984, the polyethylene powder coating used by Japan Chuan Tie Chemical Co., Ltd. and Japan Ube Industries Co., Ltd., the grades are FLO-THENE and UM8121 static electricity. Sprayed with polyethylene powder coating, and later appeared UM8123.
The basic properties of UM8123 polyethylene powder coating are shown in Table 6.
Table 6

The particle size distribution of UM8123 powder is shown in Table 7.
Table 7

Their chemical resistance is shown in Table 8 (take FLO-THENE as an example)
Table 8

Sixth, the application of polyethylene powder coating on steel drum
There are many coating methods for powder coatings. In addition to the fluidized bed and electrostatic spraying methods which have been widely used in the past, there are electrostatic oscillation powder coating method, powder hot melt spraying method and powder electrophoresis coating method. , low-capacity electrostatic spray chamber spraying method, etc.
Applicable to steel drum for polyethylene powder coating, I believe that it is ideal for electrostatic spraying. The powder electrostatic spraying process was once listed as a key promotion project during the “Seventh Five-Year Plan†period. The process is uniform in coating, excellent in performance, low in cost, simple in process, 100% recycled in excess powder, and the coating can be repaired and sprayed a second time. More importantly, the electrostatic spraying method enables the polyethylene powder to be cold-worked, that is, the steel drum does not need to be preheated. If the polyethylene powder is applied by a fluidized bed or a scattering method, the steel drum is heated to 300 ° C or higher in advance. In addition to high energy consumption, at least three issues are worth considering: 1. Does this temperature cause changes in the physical properties of the steel drum material. 2. At present, domestic pre-painting treatments generally have no phosphating and passivation processes, and some even have no pre-treatment process. Thus, at a high temperature of 300 ° C or higher, the surface oxide layer of the steel drum material increases, and the bonding strength of the oxide layer to the steel drum substrate itself is not high and is brittle. During the winding process of the steel barrel body and the bottom cover, the polyethylene coating and the oxide layer are jointly broken and shelled. 3. According to the technical performance of the Japanese FLO-THENE grade polyethylene powder, the polyethylene powder coating has a decomposition temperature and a fire point. The fire point of the FLO-THENE brand is 34goC. The decomposition temperature is 280 ° C to 300 ° C, and the decomposition temperature of UM8121 is 220 ° C to 250 ° C. In this way, it is obvious that preheating is not acceptable. In fact, steel drum factories with existing drying tunnels or baking equipment, if using artificial electrostatic spraying, only need to invest about 30,000 yuan to realize the automatic coating line of polyethylene powder. The spraying conditions are as follows:
The Japanese FLO-THENE grade polyethylene powder is:
Air pressure 45*10(4) Pa
Static voltage 60kV
Powder output 390-400g/min
Plasticizing conditions 200 ° C 10min
Domestic X05-2 polyethylene powder is:
Air pressure 10-25*10(4)Pa
Static voltage 60-90kV
Plasticizing conditions 180 ° C 20min
Polyethylene steel-plastic composite steel drum is still in the trial production stage in China. In the trial production process, it will definitely encounter such problems or problems. I hope that all units will come up with them for joint discussion.
Handrail System,Handrail Systems With Chrome Tube,Crossbar Holder for Handrail,Rotary Connector For Handrail System
JOKER UNO LIMITED , http://www.jokeruno.com